Table of Contents
Co je kuličkování?
Shot peening je speciální druh Povrchová úprava . V tomto procesu se tryskací média ve speciálních systémech zrychlují a narážejí na povrch zpracovávaných obrobků, jako například Kovové pružiny řízený. Brusivo se skládá z kulatých nebo zaoblených zrn, z nichž tento proces vděčí svému názvu.
Výstřel z kovových pružin
Zpravidla dochází k největšímu namáhání kovových pružin na povrchu materiálu. Malé vady, jako jsou škrábance, praskliny ve vlasech, oduhličení nebo bodování, nejsou neobvyklé. Ty však mohou mít negativní vliv na výkon a životnost kovových pružin, např. tlačných pružin. Zpevnění povrchových vrstev je proto snahou minimalizovat vady a zvýšit únavovou pevnost tlačné pružiny. Typickými procesy ve strojírenství jsou například povrchové hluboké válcování, povrchové kalení nebo povrchové nitridování. Protože kovové pružiny mají speciální a komplikovanou geometrii, stal se u těchto obrobků v průběhu let zaveden pouze proces kuličkování. Únavovou pevnost lze zvýšit přidáním Materiál pružiny Generují se tlaková napětí, tenké povrchové vrstvy se deformačně zpevňují a povrchy se vyhlazují. To znamená, že povrchové vady lze značně snížit.
Jak léčba probíhá?
Cílem brokování je vytvořit zbytková tlaková napětí přetvořením a tím zpevněním povrchu. Proces proto může výrazně zlepšit trvanlivost kovových pružin. Za tímto účelem se ocelové kuličky nebo zaoblené drátěné zrno střílí na pružiny vysokou rychlostí pomocí stlačeného vzduchu nebo odstředivých kol. Tento proces zvyšuje povrchový objem materiálu a vytváří zbytkové tlakové napětí. Výsledkem je stlačení materiálu, a tím vytvrzení povrchu, které se díky ošetření stává zvláště korozivzdorným a nedovoluje žádné praskliny. Stupeň zhutnění závisí na podmínkách tryskání, jako je rychlost výboje, doba zpracování nebo úhel tryskání, jakož i na průměru zrna, síle a stavu brusiva. Tvrdost materiálu pružiny také hraje důležitou roli v tlaku. Vzhledem k vysoké úrovni ochrany proti korozi je kuličkování broků také dobrou přípravou pro následné úpravy, jako je povrchová úprava.
Porovnání brokovaných a netryskaných pružin
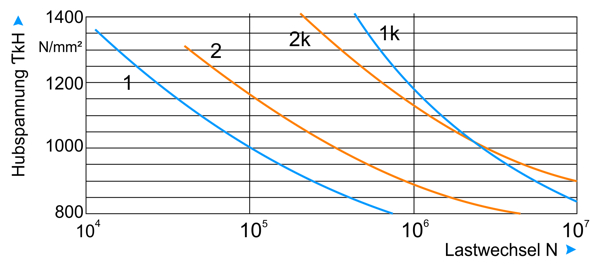
Obrázek ukazuje diagram únavové pevnosti – známý také jako Wöhlerovy křivky – pro tlačné pružiny vyrobené z patentovaných tažených (modré křivky 1) a temperovaný drát pružiny ventilu (oranžové křivky 2). Zvýšení únavové pevnosti brokované (křivka 1k a 2k) ve srovnání s netryskanou (křivka 1 a 2) Peří lze jasně vidět. Během brokování se v blízkosti povrchu vyskytují nevyhnutelné napěťové špičky. Ve srovnání s nestříkaným peřím to vede k většímu Relaxace . Lze tomu zabránit uvolněním po tryskání při teplotě 200 až 240 ° C. Chcete-li zvýšit Únavová síla dlouhodobě udržovat, je důležité teplotní limity závislé na materiálu je třeba dodržovat.
Časté chyby v kuličkování
Jednou z nejčastějších chyb je tryskání ostrými nebo zlomenými zrny. To může mít za následek, že únavová pevnost klesne pod hodnotu nepískovaných tlačných pružin v důsledku vrubového efektu. Rovněž je třeba se vyvarovat nadměrné expozice. Pokud je doba tryskání příliš dlouhá nebo je příliš vysoká rychlost ejekce, jsou možné jak separace materiálu v měřítku, tak praskliny napětí. Doba ošetření kovové pružiny by proto měla být zvolena tak, aby byla dostatečně krátká na to, aby nahromadění vnitřního napětí způsobilo požadované zvýšení únavové pevnosti. Tlačné pružiny by měly být broušeny pouze z drátu o průměru d=0,8 mm.
Další důležité informace
Odkazy poskytují informace o dalších Povrchové úpravy pro kovové pružiny. Výpočet únavové pevnosti pro tlačnou pružinu s tvrzeným povrchem brokováním lze provést pomocí Program výpočtu pružin Gutekunst WinFSB vykonat.
Případně nám můžete zaslat svá jarní data přímo k nám: sales@gutekunst-co.com .
Související odkazy: