Table of Contents
What is shot peening?
Shot peening is a special kind of Surface treatment . In the process, blasting media are accelerated in special systems and hit the surface of the workpieces to be processed, such as Metal springs , steered. The abrasive consists of round or rounded grains, from which the process owes its name.
Ball blasting of metal springs
As a rule, the greatest stress on metal springs occurs on the surface of the material. Small defects such as scratches, hairline cracks, decarburization or scoring are not uncommon. However, these can have a negative effect on the performance and service life of metal springs such as compression springs. The hardening of the surface layers is therefore an attempt to minimize defects and increase the fatigue strength of the compression spring. Typical processes in mechanical engineering are, for example, surface deep rolling, surface hardening or surface nitriding. Because metal springs have a special and complicated geometry, only the shot peening method has become established for these workpieces over the years. The fatigue strength can be increased by adding the Spring material Compressive stresses are generated, the thin surface layers are strain hardened and the surfaces are smoothed. This means that surface defects can be reduced considerably.
How does the treatment work?
The aim of shot peening is to build up residual compressive stresses by reshaping and thus hardening the surface. The process can therefore significantly improve the durability of metal springs. For this purpose, steel balls or rounded wire grain are shot at the springs at high speed using compressed air or centrifugal wheels. The process increases the surface volume of the material and creates residual compressive stress. The result is a compression of the material and thus the hardening of the surface, which becomes particularly corrosion-resistant through the treatment and does not allow any cracks. The degree of compaction depends on the blasting conditions such as the discharge speed, treatment duration or the blasting angle as well as the grain diameter, strength and condition of the abrasive. The hardness of the spring material also plays an important role in compression. Due to the high level of corrosion protection, shot peening is also a good preparation for subsequent treatments such as surface finishing.
Comparison of shot-peened and non-blasted springs
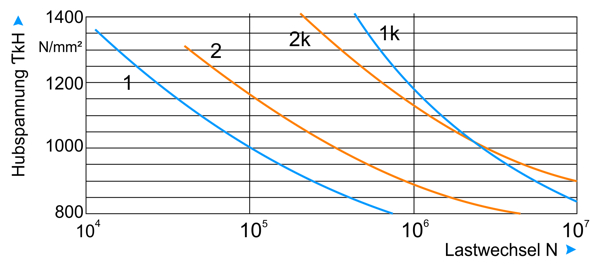
The figure shows a fatigue strength diagram – also known as Wöhler curves – for compression springs made from patented drawn (blue curves 1) and tempered valve spring wire (orange curves 2). The increase in the fatigue strength of shot-peened (curve 1k and 2k) compared to non-blasted (curve 1 and 2) Feathers can be clearly seen. During shot peening, unavoidable stress peaks occur near the surface. Compared to non-blasted feathers, these lead to a larger one Relaxation . It can be avoided by relaxing after blasting at a temperature of 200 to 240 ° C. To increase the Fatigue strength to maintain in the long term, it is important material-dependent temperature limits to be observed.
Common mistakes in shot peening
One of the most common mistakes is blasting with sharp-edged or broken grains. This can result in the fatigue strength falling below the value of unblasted compression springs due to the notch effect. Overexposure should also be avoided. If the blasting time is too long or the ejection speed is too high, both scale-like material separations and stress cracks are possible. The duration of treatment of the metal spring should therefore be short enough for the build-up of internal stress to bring about the desired increase in fatigue strength. Compression springs should only be shot-peened from a wire diameter of d=0.8 mm.
Other important information
The links provide information on more Surface treatments for metal springs. A fatigue strength calculation for a compression spring with a hardened surface by shot peening can be done with the Gutekunst spring calculation program WinFSB carry out.
Alternatively, you can send your spring data directly to us: sales@gutekunst-co.com .
Related Links: